При изготовлении прецизионных металлических деталей литье под давлением стало предпочтительным процессом во многих отраслях промышленности благодаря следующим преимуществам:
Более высокая эффективность, подходит для массового производства
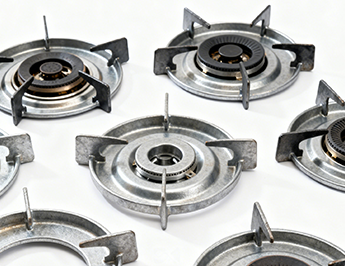
Производственный цикл одной детали составляет от нескольких секунд до нескольких минут (например, 3 секунды на небольшую деталь из цинкового сплава). Производственная линия может производить более 10 000 изделий в день, что значительно превышает показатели литья в песчаные формы (несколько часов на деталь) и механической обработки (длительное время обработки одной детали).
Высокая степень автоматизации: Его можно оснастить оборудованием для автоматической подачи, сбора деталей и проверки, чтобы сократить ручное вмешательство и свести к минимуму производственные ошибки.
Более высокая точность, сокращение последующей обработки
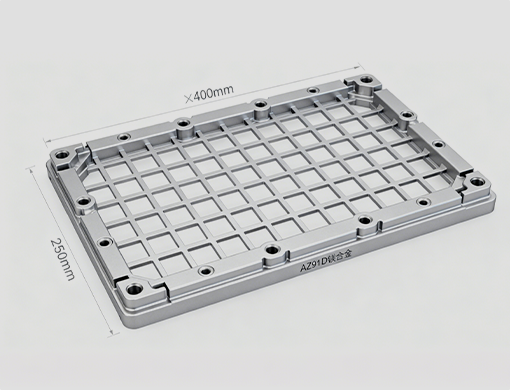
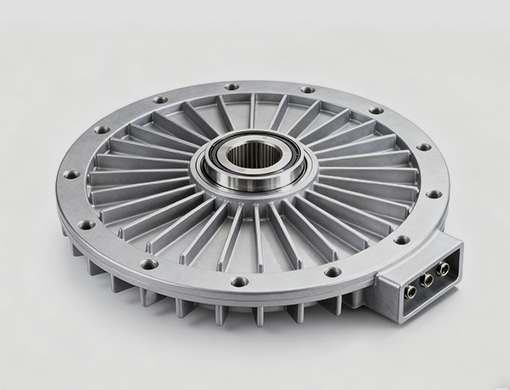
Допуск на размеры может достигать ±0.05-0.1 мм, а шероховатость поверхности Ra составляет 1.6-6.3.μм. Большинство деталей можно собрать напрямую без дополнительной механической обработки.
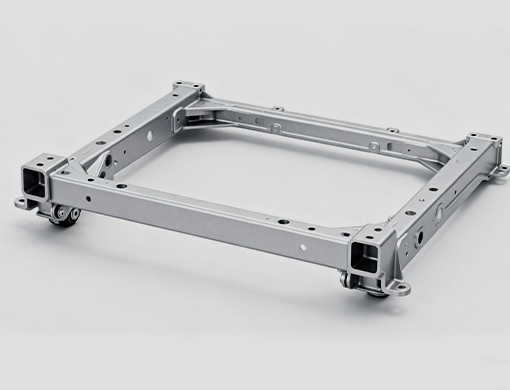
Способен формировать сложные структуры: Например, тонкие стенки (минимум 1 мм), небольшие отверстия (минимум). φ1 мм), резьба и ребра жесткости. Несколько деталей могут быть объединены в одну литую деталь, что сокращает процедуры сборки.
Более низкая стоимость, очевидное преимущество экономической эффективности
Высокий коэффициент использования материалов: отходы и бракованные детали могут быть переработаны и переплавлены (коэффициент восстановления). ≥95%), что позволяет сократить количество отходов материалов.
Низкие затраты на рабочую силу: Автоматизированное производство снижает потребность в рабочей силе. Чем больше партия, тем ниже себестоимость единицы продукции (незначительно выше для небольших партий и существенные преимущества для крупных партий).
Широкая адаптируемость материалов, отвечающая разнообразным потребностям
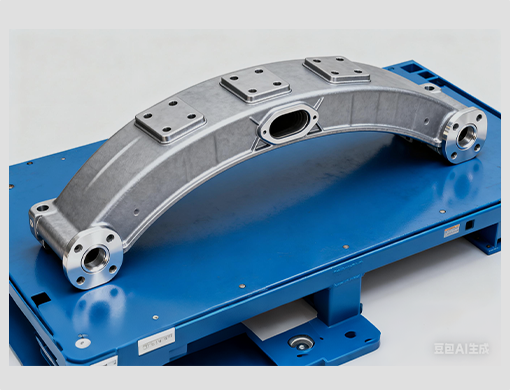
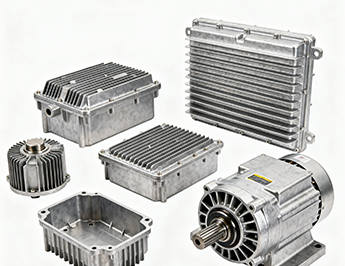
Может обрабатывать различные цветные металлы, такие как алюминиевые сплавы, цинковые сплавы, магниевые сплавы и медные сплавы. Свойства различных материалов адаптируются к потребностям различных отраслей промышленности (например, магниевый сплав для снижения веса, цинковый сплав для снижения стоимости).
Стабильная работа детали: Процесс литья под давлением является контролируемым, а механические свойства (например, прочность, твердость) готовых изделий однородны и характеризуются незначительными колебаниями качества.
Хорошая экологичность, соответствует принципам зеленого производства
По сравнению с литьем в песчаные формы, при этом методе не образуются отходы песчаных форм, что снижает загрязнение окружающей среды.
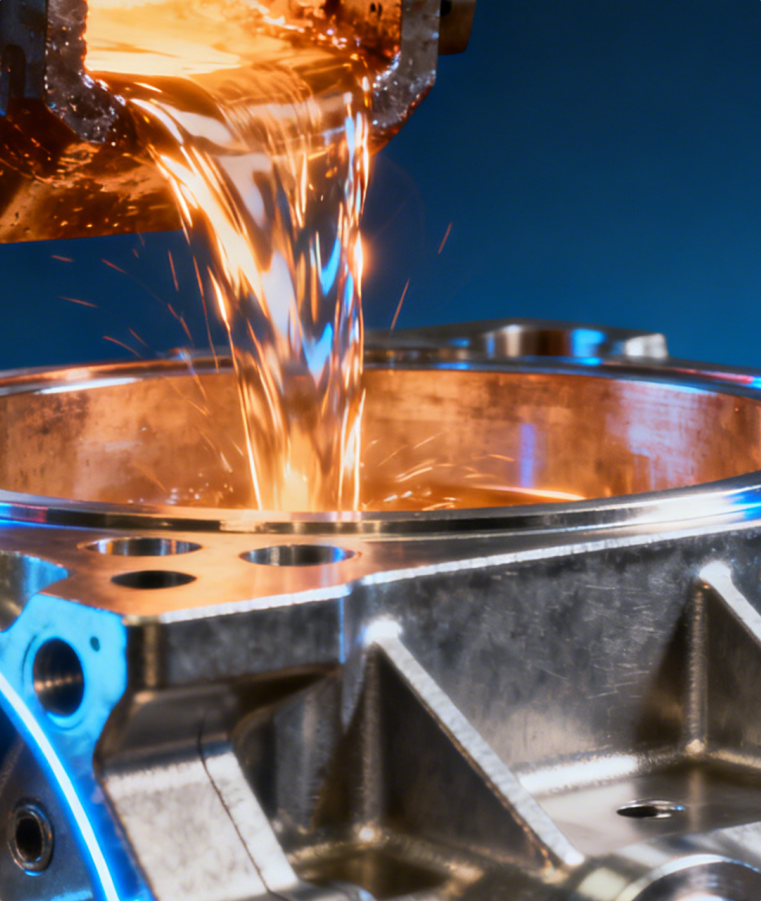
Печи используют природный газ или электричество для отопления. с меньшим энергопотреблением, чем в традиционных процессах литья. В некоторых случаях может быть реализована утилизация отработанного тепла.



















 ОСТАВИТЬ СООБЩЕНИЕ
ОСТАВИТЬ СООБЩЕНИЕ