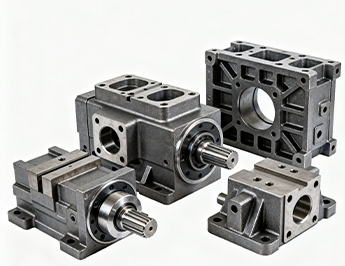
I produksjonen av presisjonsmetalldeler har støping blitt den foretrukne prosessen for en rekke industrier på grunn av følgende fordeler:
Høyere effektivitet, egnet for masseproduksjon
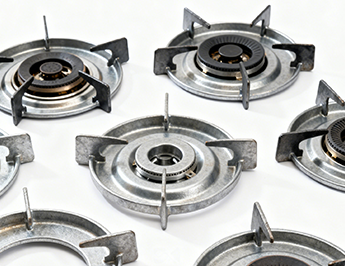
Produksjonssyklusen for en enkelt del tar bare noen få sekunder til flere minutter (f.eks. 3 sekunder per liten del av sinklegering). En produksjonslinje kan oppnå en daglig produksjon på over 10 000 deler, noe som langt overgår sandstøping (flere timer per del) og maskinering (lang prosesseringstid per del).
Høy grad av automatisering: Den kan utstyres med automatisk mating, deleplukking og inspeksjonsutstyr for å redusere manuell inngripen og minimere produksjonsfeil.
Høyere presisjon, reduserer etterfølgende prosessering
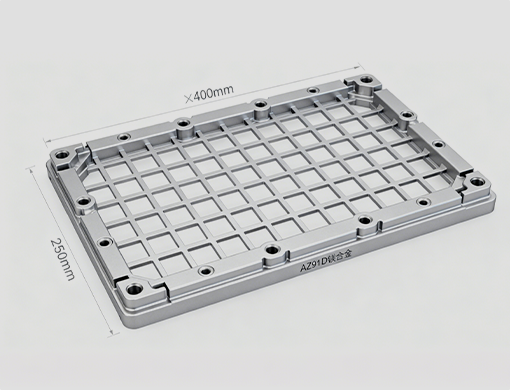
Dimensjonstoleranse kan nå ±0.05–0.1 mm, og overflateruheten er Ra 1.6–6.3μm. De fleste delene kan monteres direkte uten sekundær maskinering.
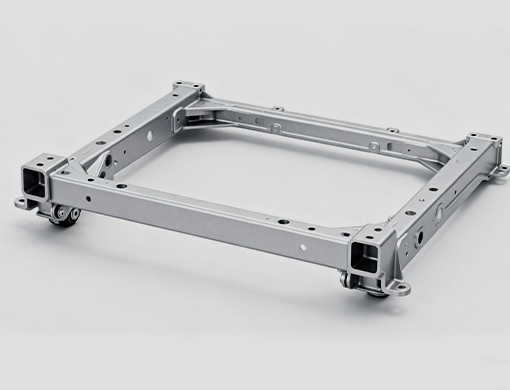
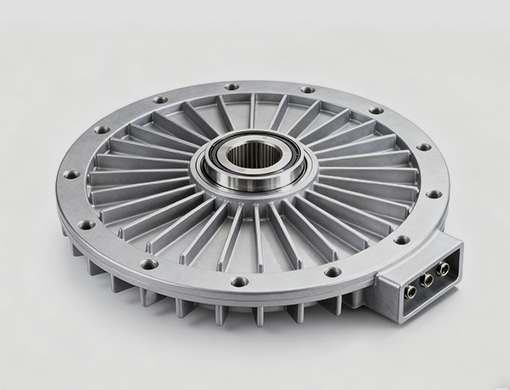
Evne til å danne komplekse strukturer: Slik som tynne vegger (minimum 1 mm), små hull (minimum φ1 mm), gjenger og forsterkningsribber. Flere deler kan integreres i én støpt del, noe som reduserer monteringsprosedyrene.
Lavere kostnader, åpenbar fordel med kostnadseffektivitet
Høy materialutnyttelsesgrad: Skrap- og avfallsdeler kan resirkuleres og smeltes om (gjenvinningsgrad ≥95 %), noe som reduserer materialsvinn.
Lave lønnskostnader: Automatisert produksjon reduserer arbeidsbehovet. Jo større parti, desto lavere enhetskostnad (litt høyere kostnad for små partier, og betydelige fordeler for store partier).
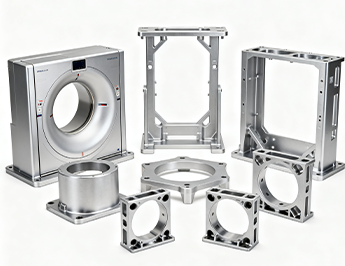
Bred materialtilpasningsevne, møter ulike behov
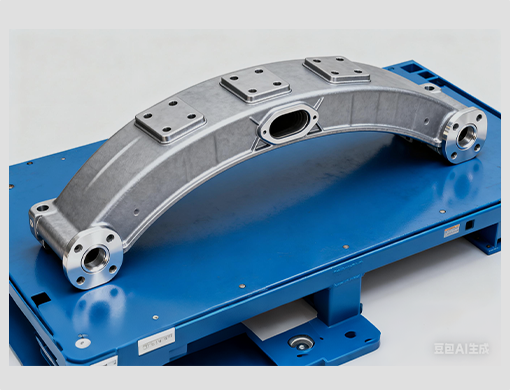
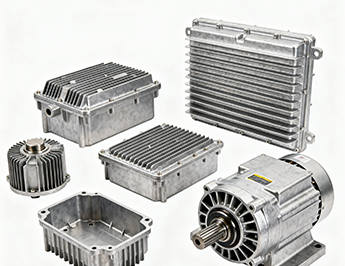
Kan bearbeide en rekke ikke-jernholdige metaller som aluminiumslegering, sinklegering, magnesiumlegering og kobberlegering. Egenskapene til ulike materialer tilpasser seg behovene i ulike bransjer (f.eks. magnesiumlegering for lettvekt, sinklegering for lav kostnad).
Stabil delytelse: Støpeprosessen er kontrollerbar, og de mekaniske egenskapene (f.eks. styrke, hardhet) til ferdige produkter er ensartede med små kvalitetssvingninger.
God miljøvennlighet, i samsvar med grønn produksjon
Sammenlignet med sandstøping genereres det ikke sandstøpeavfall, noe som reduserer miljøforurensning.
Ovner bruker naturgass eller elektrisk oppvarming, med lavere energiforbruk enn tradisjonelle støpeprosesser. Gjenvinning av spillvarme kan realiseres i noen ledd.



















 LEGG INN MELDING
LEGG INN MELDING