


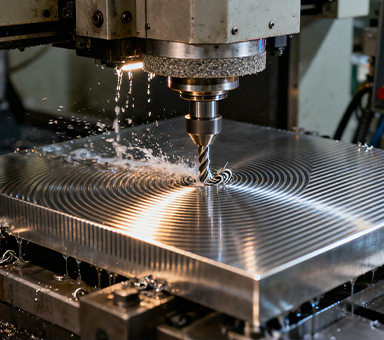
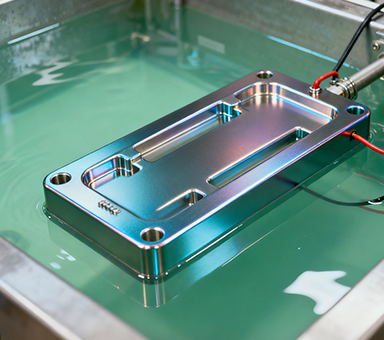
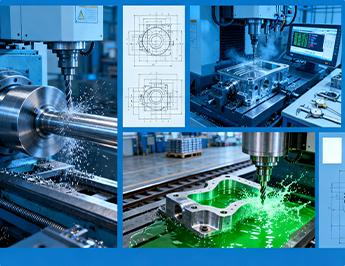
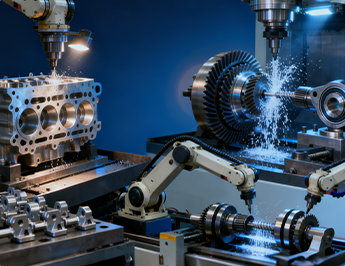
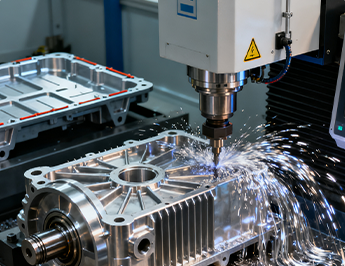
CNC-fresing: Presisjonsforming av komplekse strukturer
Kjerneutstyr: 3-aksede / 4-aksede / 5-aksede maskineringssentre, høyhastighetsfresemaskiner, hardfresemaskiner Grunnleggende maskinering: Bearbeiding av enkle strukturer som plan, spor, trinn, avfasninger, hulrom og knaster, egnet for plate-, blokk- og boksformede deler;
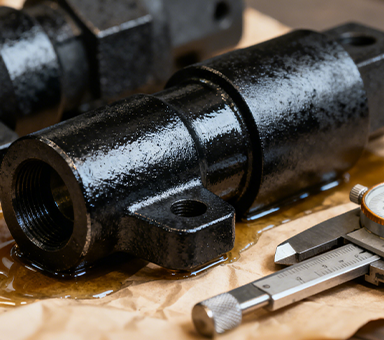
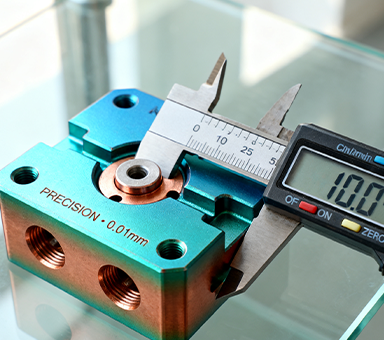
Gjeldende materialer: Aluminiumslegeringer, rustfritt stål, titanlegeringer, kobberlegeringer, teknisk plast (PEEK, POM, PC), harde legeringer, industriell keramikk, etc.
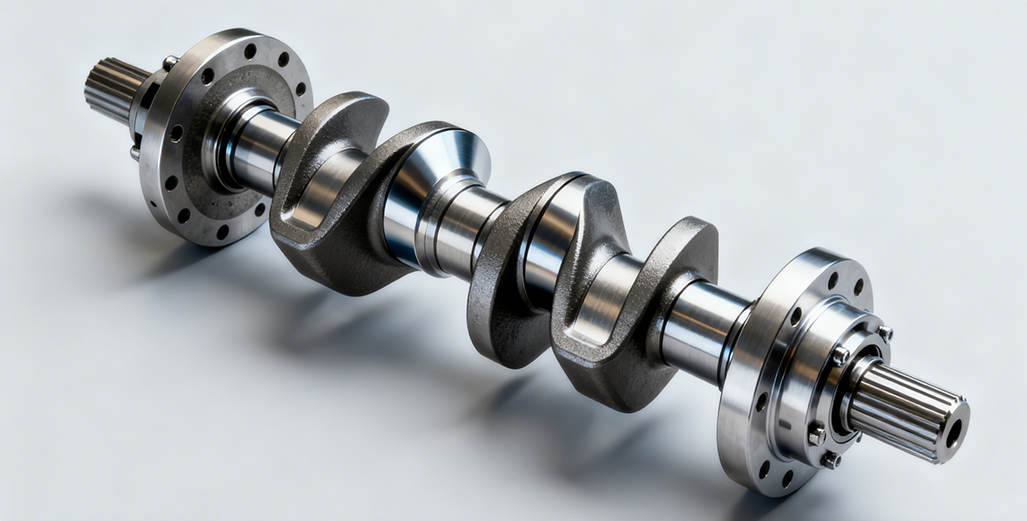
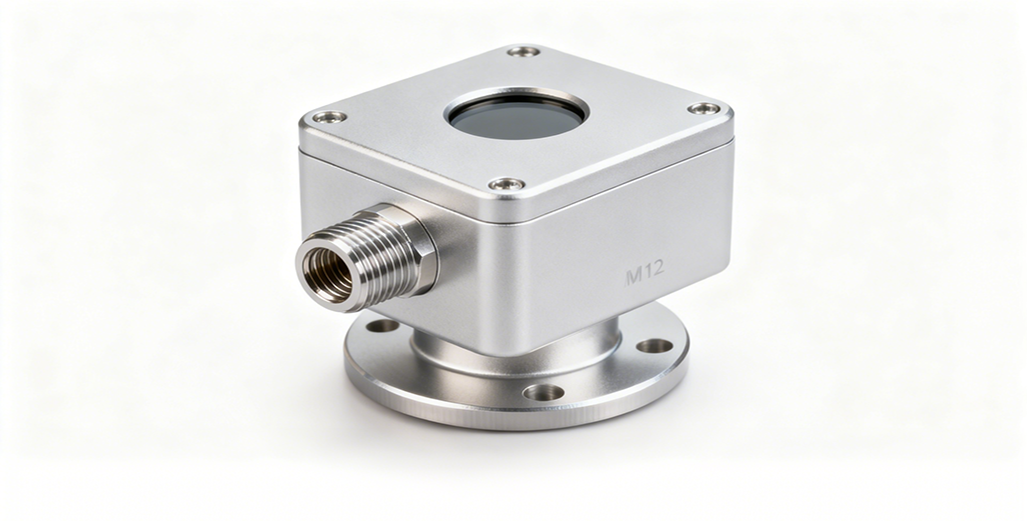
Typiske bruksområder: Strukturdeler til luftfart, motorblokker til biler, hus til elektroniske enheter, presisjonsformhulrom, braketter til medisinsk utstyr.



































 LEGG INN MELDING
LEGG INN MELDING