

AAA-FORM
Wir verfügen über mehr als 20 vollelektrische Spritzgießmaschinen, die das Formen verschiedener Materialien und Prozesse ermöglichen.
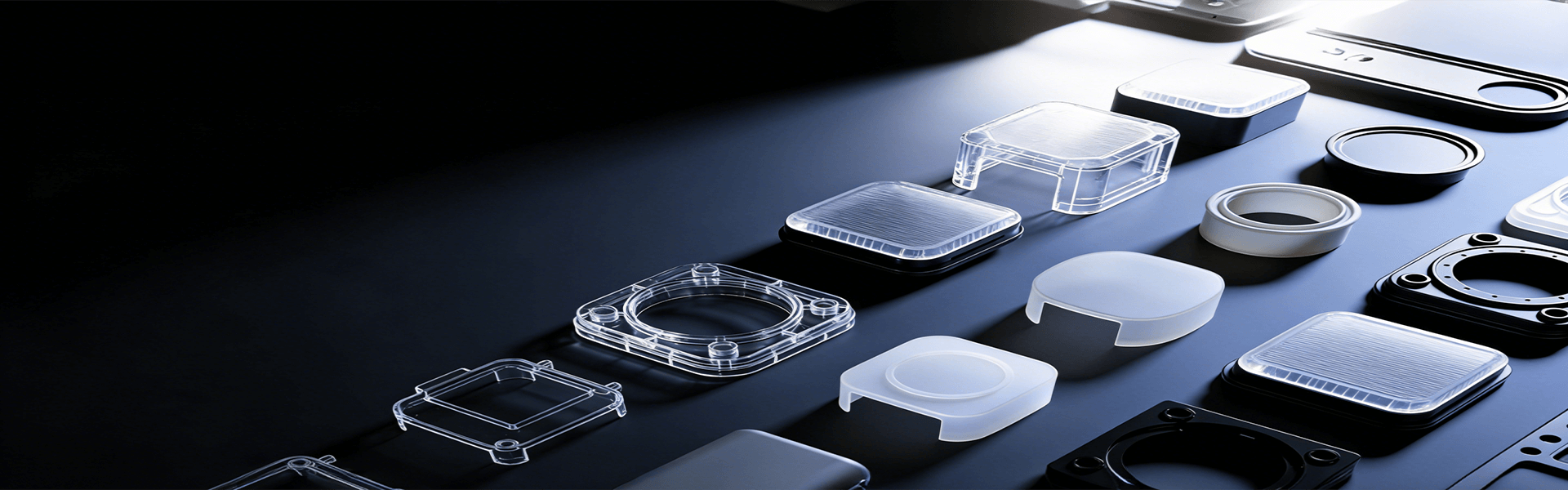




















Geschmolzener Kunststoff wird in einem Arbeitsgang in den Formhohlraum eingespritzt. Nach dem Abkühlen und Erstarren wird die Form geöffnet, um das Produkt zu entnehmen. Dies ist das am häufigsten verwendete Spritzgießverfahren.
Anwendungsbereich: Geeignet für Kunststoffteile mit einfacher Struktur und aus einem einzigen Material, wie z. B. Alltagsgegenstände (Plastikbecher, Aufbewahrungsboxen) und elektronisches Zubehör (Gehäuse für Fernbedienungen).
Vorteile: Die Form zeichnet sich durch eine einfache Struktur, geringe Anfangsinvestitionskosten und kurze Einarbeitungszeiten aus. Sie eignet sich für die Kleinserienfertigung oder die schnelle Lieferung einfacher Kunststoffteile.

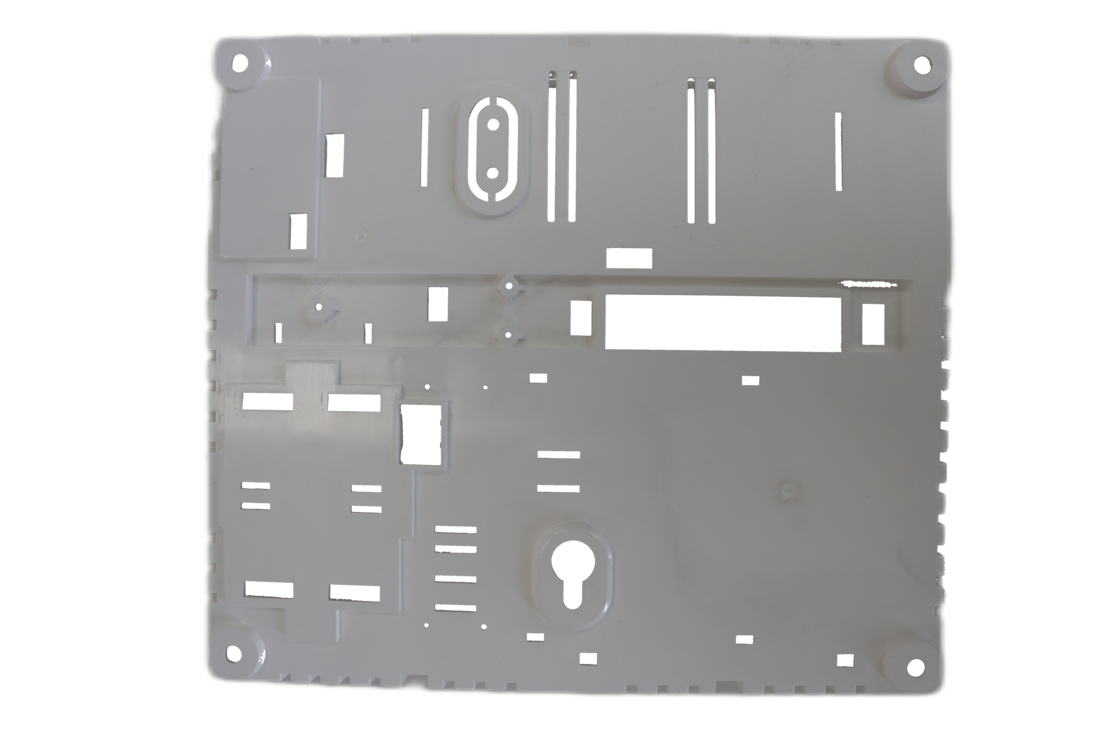
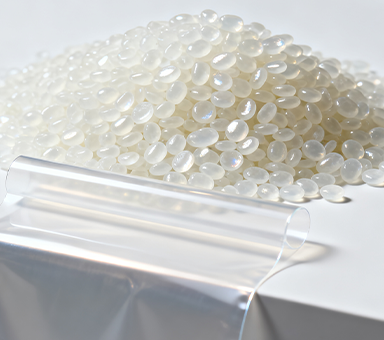
Der Angusskanal der Form wird auf einer hohen Temperatur gehalten, um die Bildung von erstarrten Kunststoffresten zu verhindern. Nur der Kunststoff im Inneren des Formhohlraums wird gekühlt und geformt.
Anwendungsbereich: Geeignet für Massenproduktionsszenarien, in denen der Rohmaterialabfall reduziert werden muss, wie z. B. bei Automobilinnenteilen (Instrumententafelkomponenten) und medizinischen Verbrauchsmaterialien (Gehäuse für Probenahmeröhrchen).
VorteileDie Rohstoffausnutzungsrate wird um 30–40 % erhöht, wodurch die Kosten für die Abfallentsorgung sinken. Gleichzeitig ist die Angussmarke am Kunststoffteil kleiner, und ein nachträgliches Beschneiden entfällt, was die Oberflächenqualität und die Produktionseffizienz verbessert.
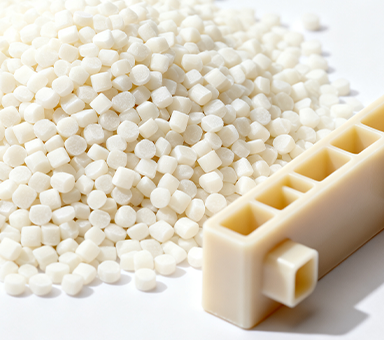
Durch Drehen des Formkerns oder Verwendung mehrerer Einspritzdüsen werden Kunststoffe unterschiedlicher Farben/Materialien nacheinander in dieselbe Form eingespritzt, um zweifarbige/mehrfarbige Kunststoffteile in einem einzigen Formzyklus zu erzeugen.
Anwendungsbereich: Produkte, die ein geschichtetes Erscheinungsbild oder zusammengesetzte Funktionen erfordern, wie z. B. Handyknöpfe (Kombination aus weichem Gummi und hartem Kunststoff) und Kinderspielzeug (mehrfarbige Gehäuse).
Vorteile: Es sind keine weiteren Montage- oder Sprühprozesse erforderlich, wodurch Maßabweichungen durch mehrfache Bearbeitungsschritte vermieden werden. Gleichzeitig ermöglicht das Verfahren die Kombination von weichen und harten Materialien und erfüllt somit sowohl ästhetische als auch funktionale Anforderungen.

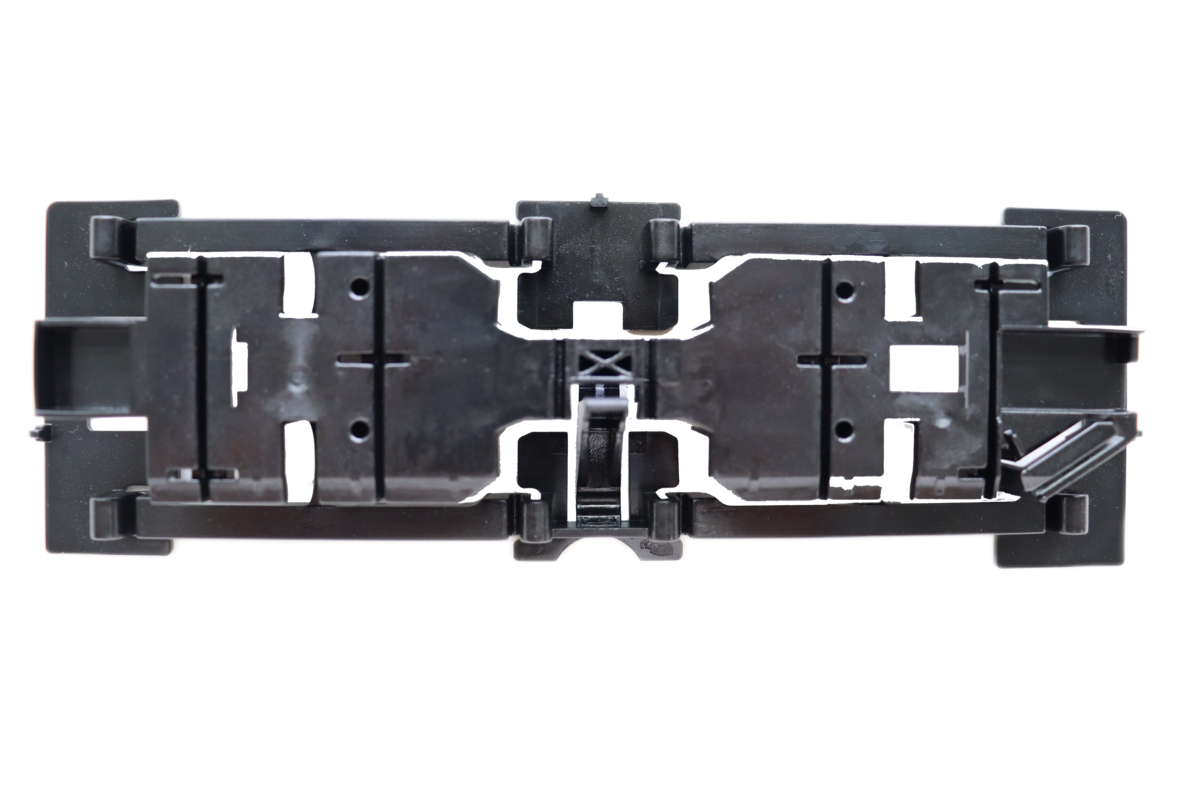
Durch Einspritzen von Hochdruckgas in die geschmolzene Kunststoffmasse entsteht eine Hohlstruktur, wodurch ungleichmäßige Wandstärken und Einfallstellen an den Kunststoffteilen reduziert werden.
Anwendungsbereich: Dickwandige oder großformatige Kunststoffteile, wie z. B. Türgriffe für Kraftfahrzeuge und Gehäuse für Haushaltsgeräte (Luftauslassblenden für Klimaanlagen).
Vorteile: Das Gewicht der Kunststoffteile wird um 15–25 % reduziert, wodurch die Rohstoffkosten sinken. Gleichzeitig werden Lunker und Blasen in dickwandigen Bereichen vermieden, was die Stabilität und Oberflächenebenheit der Produkte verbessert.

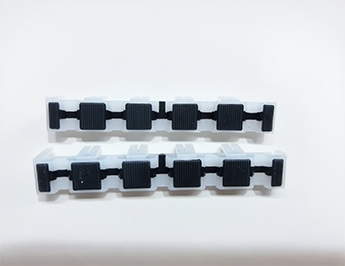
Zuerst werden Metallteile (wie Schrauben und Muttern) oder Einsätze aus anderen Materialien in die Form gelegt, und dann wird Kunststoff eingespritzt, um die Einsätze fest mit den Kunststoffteilen zu verbinden.
Anwendungsbereich: Produkte, die eine strukturelle Verstärkung oder elektrische Leitfähigkeit erfordern, wie z. B. elektronische Steckverbinder (Metallstifte + Kunststoffgehäuse) und Automobilsensoren (Metallschnittstellen + Kunststoffbasen).
Vorteile: Einsätze und Kunststoffteile sind integral geformt, wodurch die Verbindungsfestigkeit deutlich höher ist als bei der nachträglichen Montage. Zudem reduziert dies die Anzahl manueller Montageschritte, was Produktionsfehler und Lohnkosten senkt.

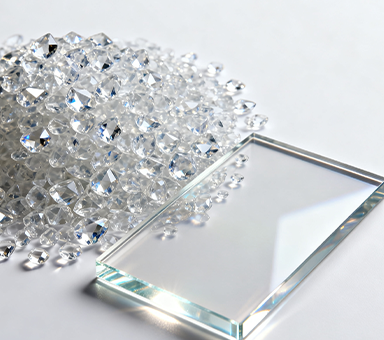
Durch den Einsatz hochpräziser Formen sowie strenger Temperatur- und Druckkontrolle kann die Maßtoleranz der Kunststoffteile innerhalb von ±0.01 mm liegen und die Oberflächenpräzision ein spiegelglattes Niveau erreichen.
Anwendungsbereich: Hochwertige Elektronik- und Medizinprodukte, wie z. B. Halterungen für Handykameramodule und Schubstangen für medizinische Spritzen.
Vorteile: Es erfüllt die strengen Anforderungen an Dimensionsstabilität und Oberflächengüte von High-End-Produkten, reduziert nachfolgende Korrekturprozesse und verbessert die Produktqualifizierungsrate und Lebensdauer.

No. 7, Longsheng 5th Road, Huiyang District, Huizhou


Tel.: +86 18565792083

Kontakt: Bill Liu 0086 bis 18675501028











 NACHRICHT HINTERLASSEN
NACHRICHT HINTERLASSEN