Bei der Herstellung von Präzisionsmetallteilen hat sich das Druckgießen aufgrund folgender Vorteile für zahlreiche Branchen zum bevorzugten Verfahren entwickelt:
Höhere Effizienz, geeignet für die Massenproduktion
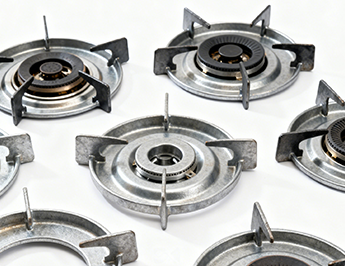
Der Produktionszyklus eines einzelnen Teils beträgt nur wenige Sekunden bis einige Minuten (z. B. 3 Sekunden pro kleinem Teil aus Zinklegierung). Eine Produktionslinie kann eine Tagesleistung von über 10,000 Stück erreichen und übertrifft damit Sandguss (mehrere Stunden pro Teil) und spanende Bearbeitung (lange Bearbeitungszeit pro Teil) deutlich.
Hoher Automatisierungsgrad: Es kann mit automatischen Zuführ-, Teileentnahme- und Inspektionseinrichtungen ausgestattet werden, um manuelle Eingriffe zu reduzieren und Produktionsfehler zu minimieren.
Höhere Präzision, weniger Nachbearbeitungsaufwand
Die Maßtoleranz kann erreichen ±0.05–0.1 mm und die Oberflächenrauheit beträgt Ra 1.6–6.3.μm. Die meisten Teile können ohne Nachbearbeitung direkt montiert werden.
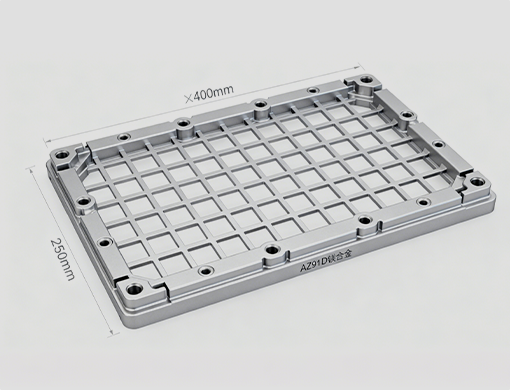
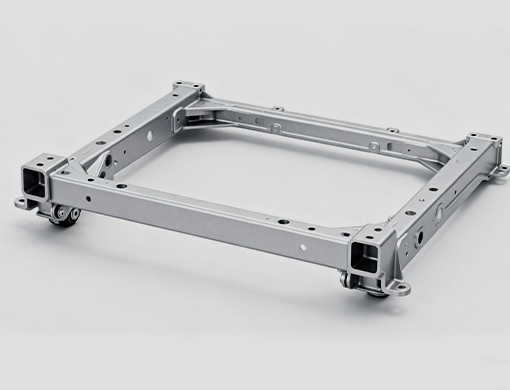
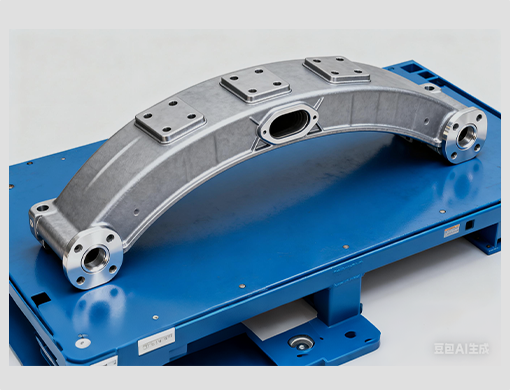
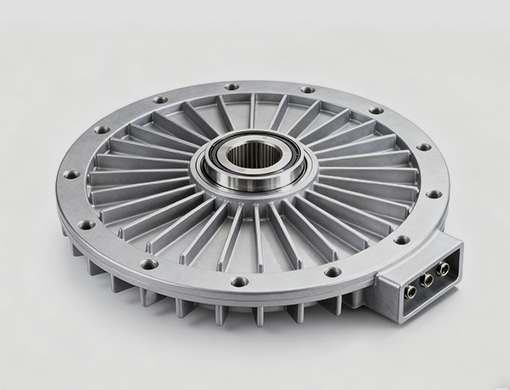
Fähig zur Bildung komplexer Strukturen: Zum Beispiel dünne Wände (mindestens 1 mm), kleine Löcher (mindestens φ1 mm), Gewinde und Verstärkungsrippen. Mehrere Teile können in ein einziges Druckgussteil integriert werden, wodurch sich die Montagevorgänge reduzieren.
Geringere Kosten, offensichtlicher Kostenvorteil
Hohe Materialausnutzungsrate: Schrott- und Abfallteile können recycelt und wieder eingeschmolzen werden (Rückgewinnungsrate). ≥95%), wodurch Materialverschwendung reduziert wird.
Niedrige Arbeitskosten: Die automatisierte Produktion reduziert den Arbeitsaufwand. Je größer die Losgröße, desto niedriger die Stückkosten (etwas höhere Kosten bei kleinen Losgrößen, aber deutliche Vorteile bei großen Losgrößen).
Breite Materialflexibilität, Erfüllung vielfältiger Bedürfnisse
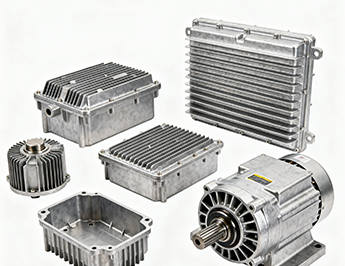
Es können verschiedene Nichteisenmetalle wie Aluminium-, Zink-, Magnesium- und Kupferlegierungen verarbeitet werden. Die Eigenschaften der verschiedenen Werkstoffe werden an die Bedürfnisse unterschiedlicher Branchen angepasst (z. B. Magnesiumlegierungen für geringes Gewicht, Zinklegierungen für niedrige Kosten).
Stabile Bauteilleistung: Der Druckgussprozess ist kontrollierbar, und die mechanischen Eigenschaften (z. B. Festigkeit, Härte) der fertigen Produkte sind einheitlich mit geringen Qualitätsschwankungen.
Gute Umweltfreundlichkeit, entspricht den Richtlinien für umweltfreundliche Produktion
Im Vergleich zum Sandgussverfahren entsteht kein Sandformabfall, wodurch die Umweltbelastung reduziert wird.
Heizöfen werden mit Erdgas oder Strom beheizt. mit geringerem Energieverbrauch als herkömmliche Gießverfahren. In einigen Verfahrensschritten kann die Abwärme zurückgewonnen werden.



















 NACHRICHT HINTERLASSEN
NACHRICHT HINTERLASSEN