I fremstillingen af præcisionsmetaldele er trykstøbning blevet den foretrukne proces for adskillige industrier på grund af følgende fordele:
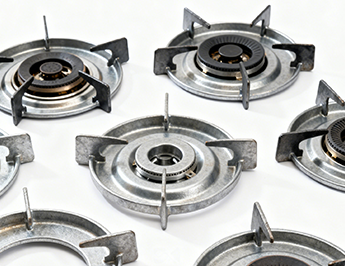
Højere effektivitet, egnet til masseproduktion
Produktionscyklussen for en enkelt del er kun få sekunder til adskillige minutter (f.eks. 3 sekunder pr. lille del af zinklegeringen). En produktionslinje kan opnå en daglig produktion på over 10,000 stykker, hvilket langt overstiger sandstøbning (adskillige timer pr. del) og bearbejdning (lang bearbejdningstid pr. del).
Høj grad af automatisering: Den kan udstyres med automatisk fremføring, plukning af emner og inspektionsudstyr for at reducere manuel indgriben og minimere produktionsfejl.
Højere præcision, reducerer efterfølgende bearbejdning
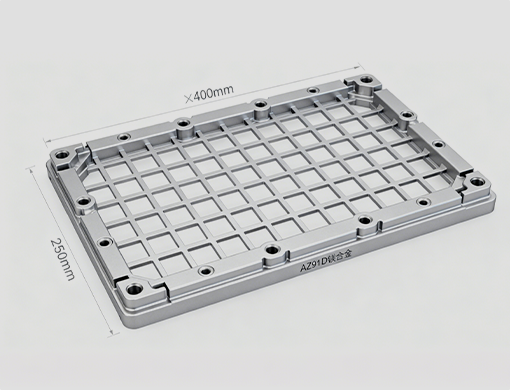
Dimensionstolerancen kan nå ±0.05-0.1 mm, og overfladeruhed er Ra 1.6-6.3μm. De fleste dele kan samles direkte uden sekundær bearbejdning.
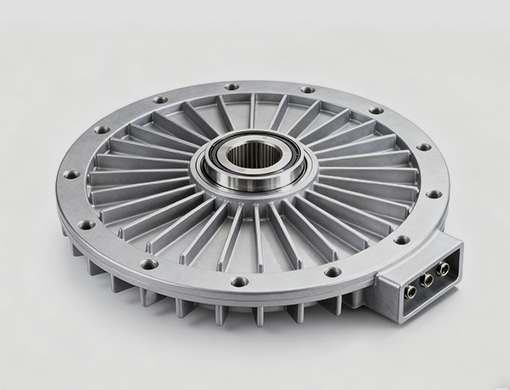
Evne til at danne komplekse strukturer: Såsom tynde vægge (minimum 1 mm), små huller (minimum φ1 mm), gevind og forstærkningsribber. Flere dele kan integreres i en enkelt trykstøbt del, hvilket reducerer monteringsprocedurerne.
Lavere omkostninger, tydelig fordel ved omkostningseffektivitet
Høj materialeudnyttelsesgrad: Skrot- og affaldsdele kan genbruges og omsmeltes (genvindingsgrad ≥95 %), hvilket reducerer materialespild.
Lave lønomkostninger: Automatiseret produktion reducerer arbejdskraftbehovet. Jo større batch, desto lavere er enhedsomkostningerne (lidt højere omkostninger for små batcher og betydelige fordele for store batcher).
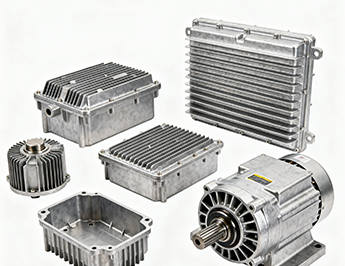
Bred materialetilpasningsevne, der opfylder forskellige behov
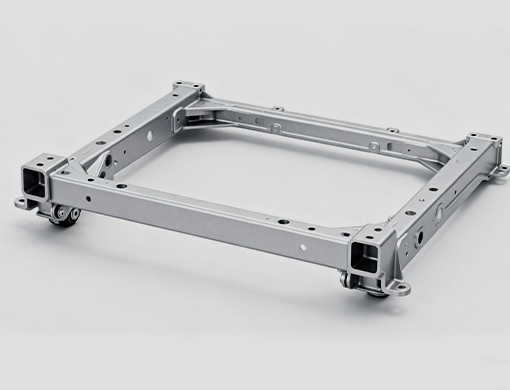
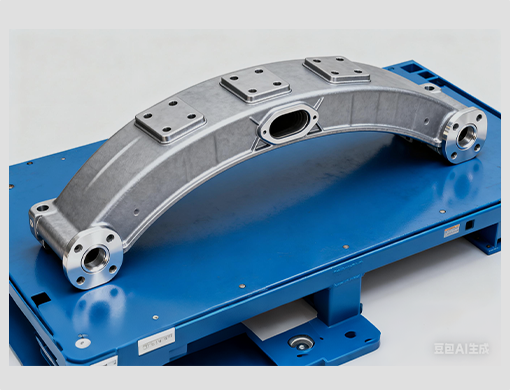
Kan bearbejde forskellige ikke-jernholdige metaller såsom aluminiumlegeringer, zinklegeringer, magnesiumlegeringer og kobberlegeringer. Egenskaberne ved forskellige materialer tilpasser sig behovene i forskellige industrier (f.eks. magnesiumlegering for letvægtsmaterialer, zinklegering for lave omkostninger).
Stabil delydelse: Støbeprocessen er kontrollerbar, og de mekaniske egenskaber (f.eks. styrke, hårdhed) af de færdige produkter er ensartede med små kvalitetsudsving.
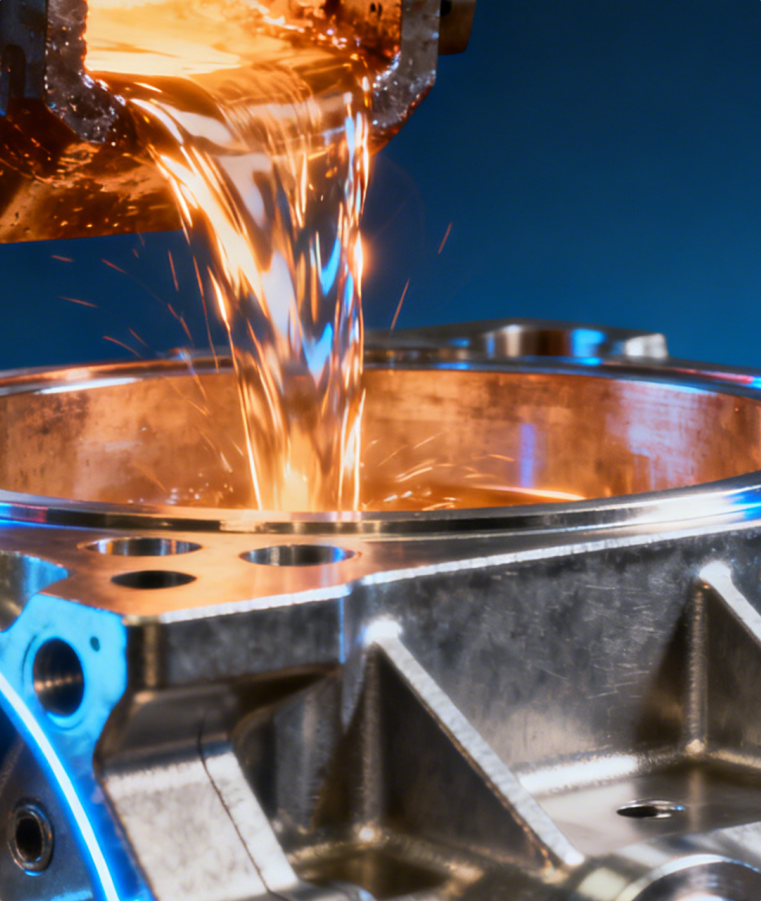
God miljøvenlighed, i overensstemmelse med grøn produktion
Sammenlignet med sandstøbning genereres der ikke sandstøbeaffald, hvilket reducerer miljøforureningen.
Ovne bruger naturgas eller elektrisk opvarmning, med lavere energiforbrug end traditionelle støbeprocesser. Genvinding af overskudsvarme kan realiseres i nogle led.



















 FORLAD BESKED
FORLAD BESKED