


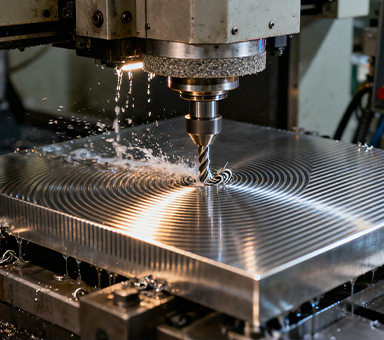
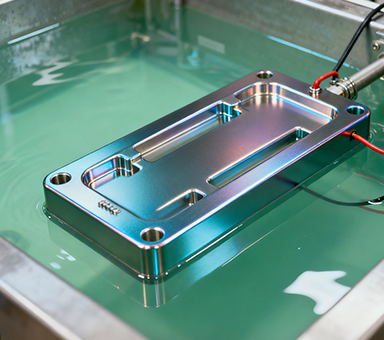
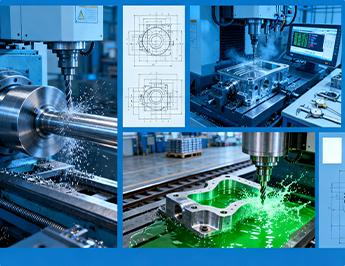
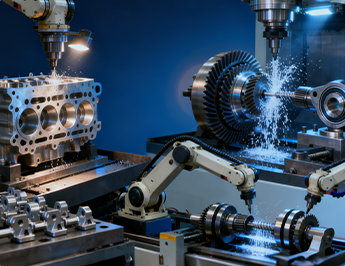
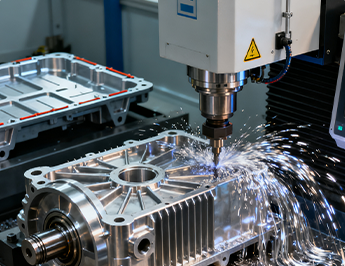
CNC-fræsning: Præcisionsformning af komplekse strukturer
Kerneudstyr: 3-aksede / 4-aksede / 5-aksede bearbejdningscentre, højhastighedsfræsemaskiner, hårdfræsemaskiner. Grundlæggende bearbejdning: Bearbejdning af simple strukturer såsom planer, riller, trin, affasninger, hulrum og knejser, egnet til plade-, blok- og kasseformede dele;
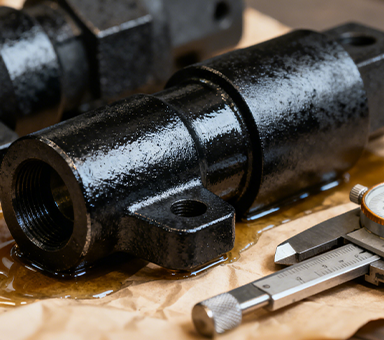
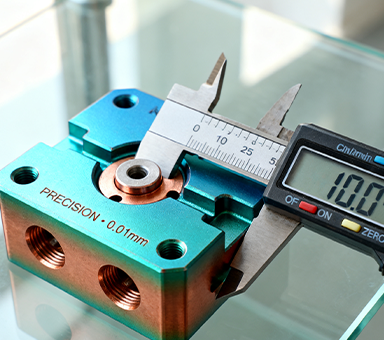
Anvendelige materialer: Aluminiumlegeringer, rustfrit stål, titanlegeringer, kobberlegeringer, tekniske plasttyper (PEEK, POM, PC), hårde legeringer, industriel keramik osv.
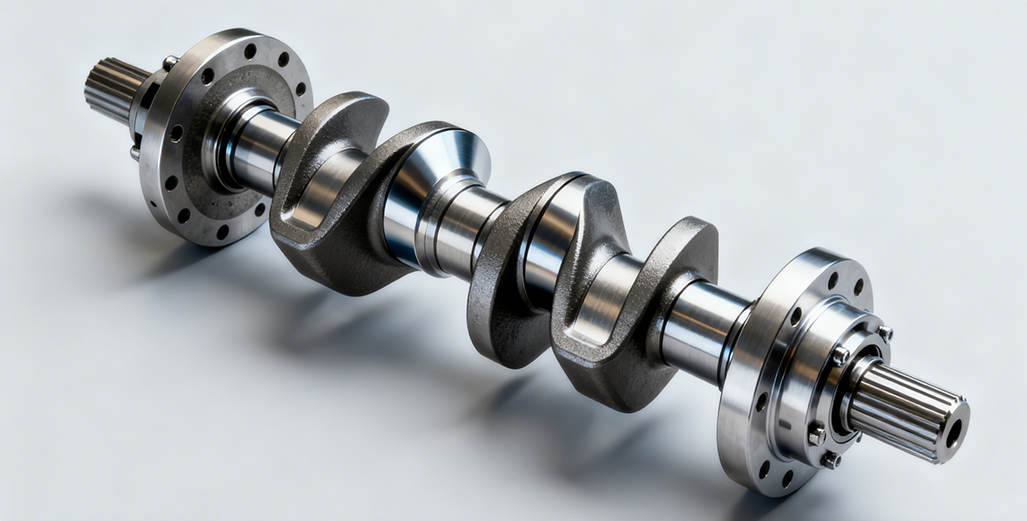
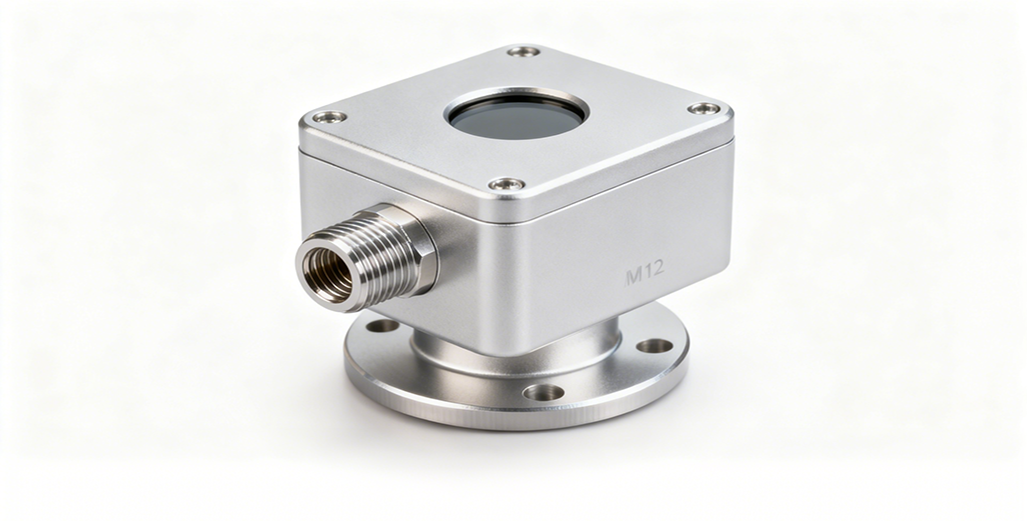
Typiske applikationer: Strukturdele til luftfart, motorblokke til biler, huse til elektroniske apparater, præcisionsformhulrum, beslag til medicinsk udstyr.



































 FORLAD BESKED
FORLAD BESKED