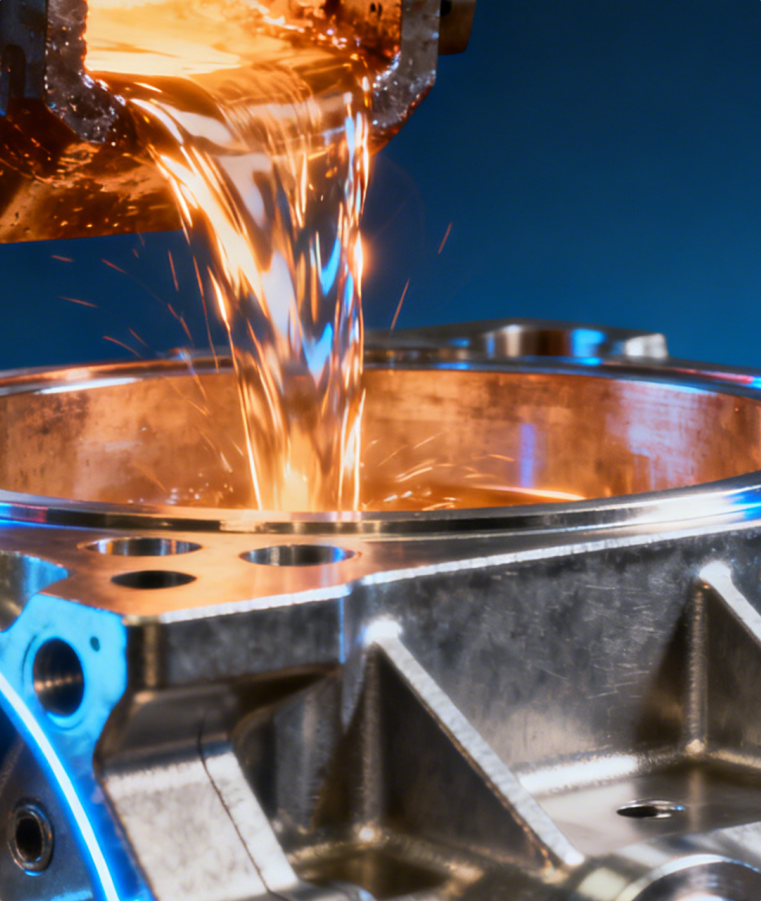
Vid tillverkning av precisionsmetalldelar har pressgjutning blivit den föredragna processen för många industrier på grund av följande fördelar:
Högre effektivitet, lämplig för massproduktion
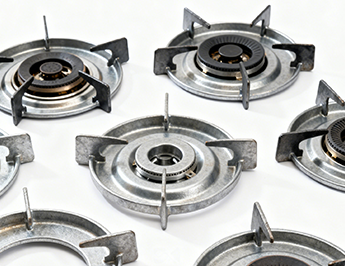
Produktionscykeln för en enskild del tar bara några sekunder till flera minuter (t.ex. 3 sekunder per liten del av zinklegering). En produktionslinje kan uppnå en daglig produktion på över 10 000 stycken, vilket vida överstiger sandgjutning (flera timmar per del) och maskinbearbetning (lång bearbetningstid per del).
Hög grad av automatisering: Den kan utrustas med automatisk matning, plockning av delar och inspektionsutrustning för att minska manuella ingrepp och minimera produktionsfel.
Högre precision, minskad efterföljande bearbetning
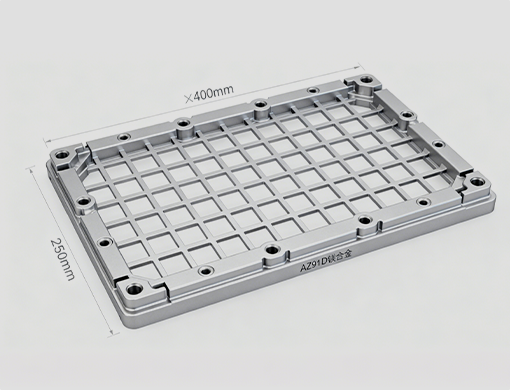
Dimensionstoleransen kan nå ±0.05-0.1 mm, och ytjämnheten är Ra 1.6-6.3μm. De flesta delar kan monteras direkt utan sekundär bearbetning.
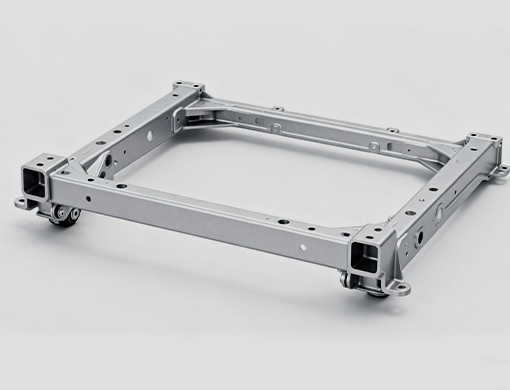
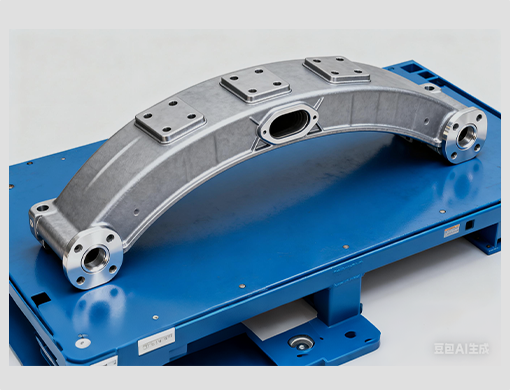
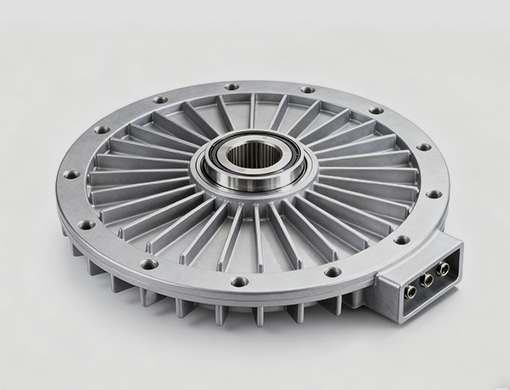
Förmåga att bilda komplexa strukturer: Såsom tunna väggar (minst 1 mm), små hål (minst φ1 mm), gängor och förstärkningsribbor. Flera delar kan integreras i en enda pressgjuten del, vilket minskar monteringsprocedurerna.
Lägre kostnad, uppenbar kostnadseffektivitetsfördel
Hög materialutnyttjandegrad: Skrot och spilldelar kan återvinnas och smältas om (återvinningsgrad ≥95 %), vilket minskar materialavfall.
Låg arbetskostnad: Automatiserad produktion minskar arbetskraftsbehovet. Ju större sats, desto lägre enhetskostnad (något högre kostnad för små satser och betydande fördelar för stora satser).
Bred materialanpassningsförmåga, möter olika behov
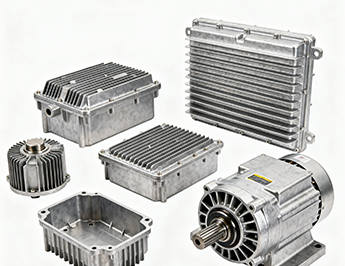
Kan bearbeta olika icke-järnmetaller såsom aluminiumlegeringar, zinklegeringar, magnesiumlegeringar och kopparlegeringar. Egenskaperna hos olika material anpassas till behoven hos olika industrier (t.ex. magnesiumlegering för lättvikt, zinklegering för låg kostnad).
Stabil delprestanda: Pressgjutningsprocessen är kontrollerbar och de mekaniska egenskaperna (t.ex. hållfasthet, hårdhet) hos färdiga produkter är enhetliga med små kvalitetsfluktuationer.
God miljövänlighet, i enlighet med grön produktion
Jämfört med sandgjutning genereras inget sandgjutningsavfall, vilket minskar miljöföroreningar.
Ugnar använder naturgas eller elektrisk uppvärmning, med lägre energiförbrukning än traditionella gjutprocesser. Återvinning av spillvärme kan realiseras i vissa länkar.



















 LÄMNA MEDDELANDE
LÄMNA MEDDELANDE