


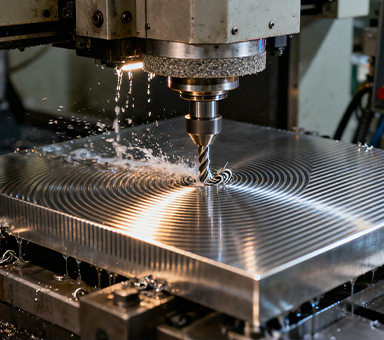
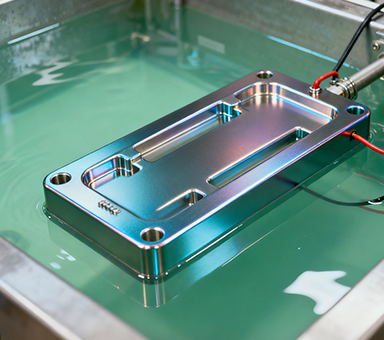
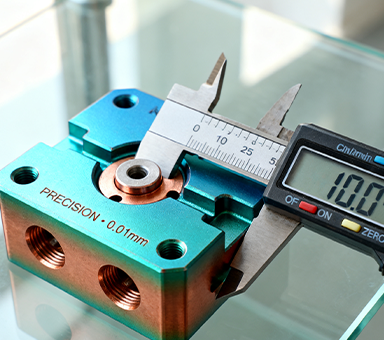
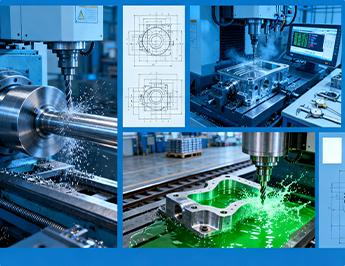
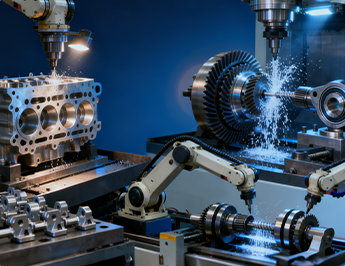
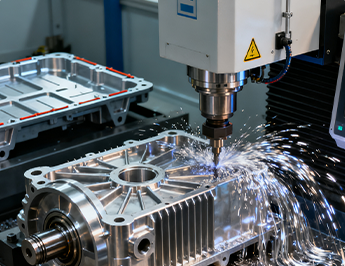
CNC-fräsning: Precisionsformning av komplexa strukturer
Kärnutrustning: 3-axliga / 4-axliga / 5-axliga fleroperationsmaskiner, höghastighetsfräsmaskiner, hårdfräsmaskiner Grundläggande bearbetning: Bearbetning av enkla strukturer såsom plan, spår, steg, faser, håligheter och knoppar, lämplig för plåt-, block- och lådliknande delar;
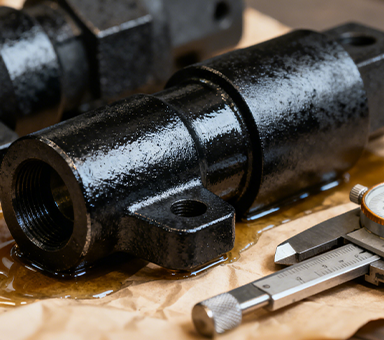
Tillämpliga material: Aluminiumlegeringar, rostfritt stål, titanlegeringar, kopparlegeringar, tekniska plaster (PEEK, POM, PC), hårda legeringar, industriell keramik etc.
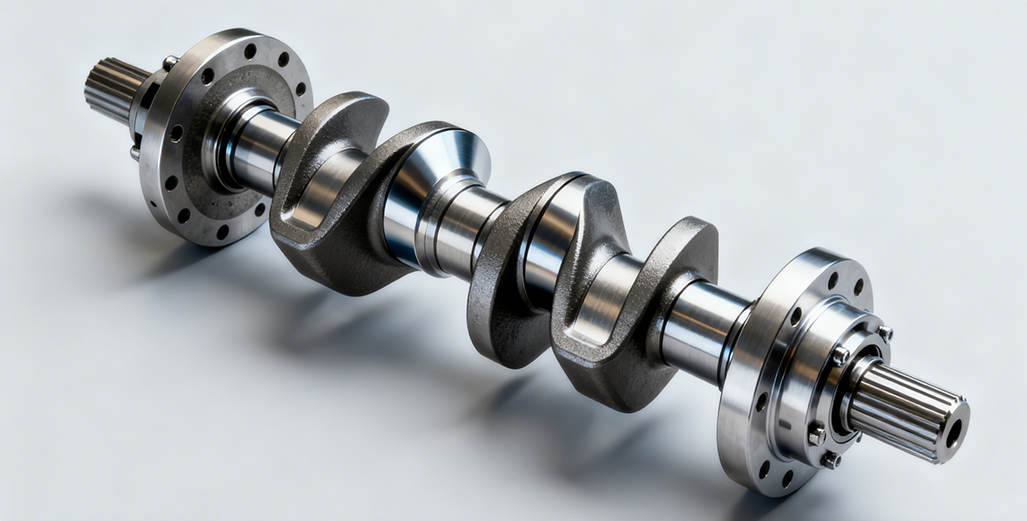
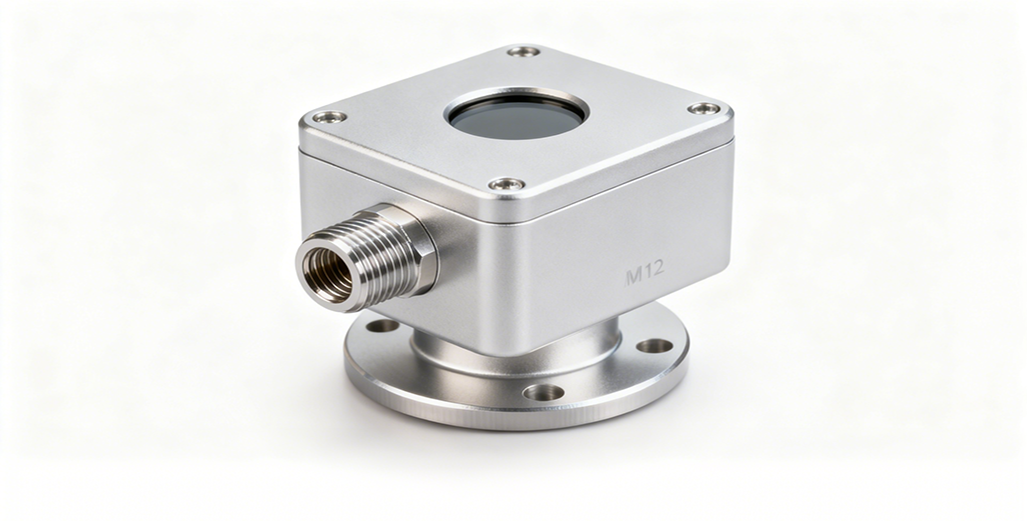
Typiska användningsområden: Strukturdelar för flyg- och rymdfart, motorblock för bilar, höljen för elektroniska apparater, precisionsgjutningshålrum, fästen för medicinsk utrustning.



































 LÄMNA MEDDELANDE
LÄMNA MEDDELANDE