Na fabricação de peças metálicas de precisão, a fundição sob pressão tornou-se o processo preferido em inúmeras indústrias devido às seguintes vantagens:
Maior eficiência, adequado para produção em massa.
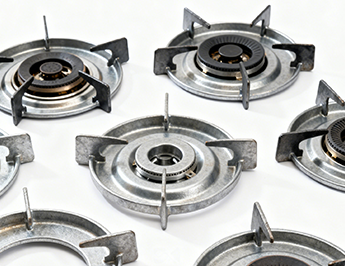
O ciclo de produção de uma única peça leva apenas alguns segundos a vários minutos (por exemplo, 3 segundos por peça pequena de liga de zinco). Uma linha de produção pode atingir uma produção diária de mais de 10,000 peças, superando em muito a fundição em areia (várias horas por peça) e a usinagem (longo tempo de processamento por peça).
Alto grau de automação: Pode ser equipada com sistemas automáticos de alimentação, seleção de peças e inspeção para reduzir a intervenção manual e minimizar erros de produção.
Maior precisão, reduzindo o processamento subsequente.
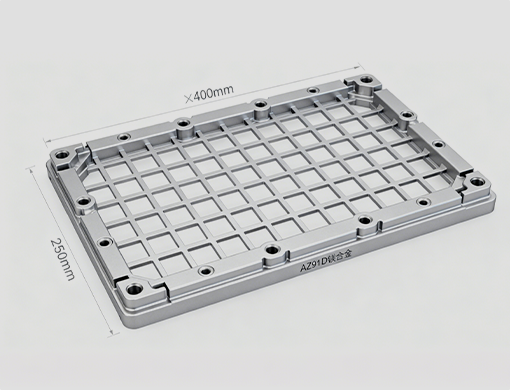
A tolerância dimensional pode atingir ±0.05-0.1 mm e rugosidade superficial de Ra 1.6-6.3μm. A maioria das peças pode ser montada diretamente sem usinagem secundária.
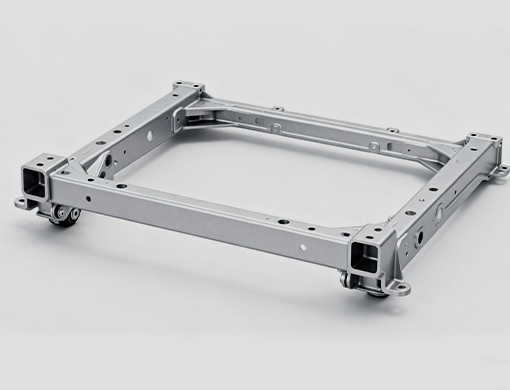
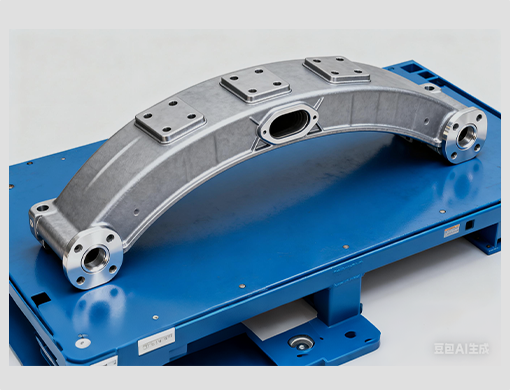
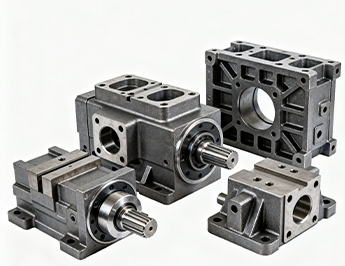
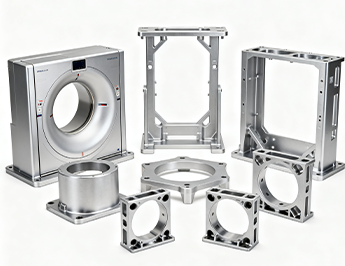
Capaz de formar estruturas complexas: Tais como paredes finas (mínimo 1 mm), orifícios pequenos (mínimo φ1 mm), roscas e nervuras de reforço. Várias peças podem ser integradas em uma única peça fundida, reduzindo os procedimentos de montagem.
Custo mais baixo, vantagem óbvia em termos de custo-benefício
Alta taxa de utilização de materiais: Peças de sucata e resíduos podem ser reciclados e refundidos (taxa de recuperação). ≥95%), reduzindo o desperdício de materiais.
Baixo custo de mão de obra: A produção automatizada reduz a necessidade de mão de obra. Quanto maior o lote, menor o custo unitário (custo ligeiramente maior para lotes pequenos e vantagens significativas para lotes grandes).
Ampla adaptabilidade de materiais, atendendo a diversas necessidades.
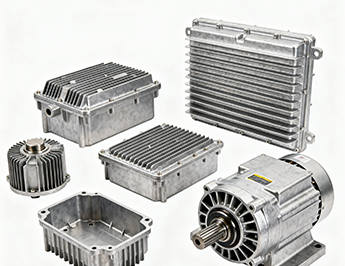
É possível processar diversos metais não ferrosos, como ligas de alumínio, zinco, magnésio e cobre. As propriedades dos diferentes materiais se adaptam às necessidades de diferentes indústrias (por exemplo, liga de magnésio para materiais leves, liga de zinco para materiais de baixo custo).
Desempenho estável da peça: O processo de fundição sob pressão é controlável e as propriedades mecânicas (por exemplo, resistência, dureza) dos produtos acabados são uniformes, com pequenas variações de qualidade.
Boa relação com o meio ambiente, em conformidade com a produção sustentável.
Em comparação com a fundição em areia, não há geração de resíduos de moldes de areia, reduzindo a poluição ambiental.
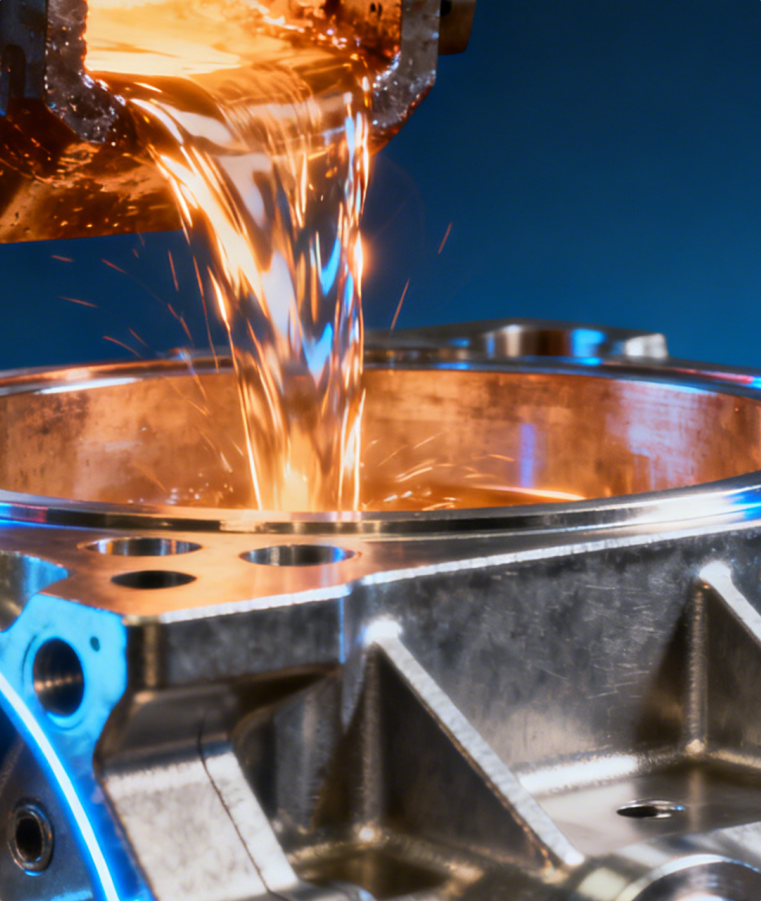
Os fornos utilizam aquecimento a gás natural ou elétrico. Com menor consumo de energia do que os processos de fundição tradicionais. A recuperação de calor residual pode ser realizada em algumas etapas.



















 DEIXE MENSAGEM
DEIXE MENSAGEM