En la fabricación de piezas metálicas de precisión, la fundición a presión se ha convertido en el proceso preferido por numerosas industrias debido a las siguientes ventajas:
Mayor eficiencia, adecuada para producción en masa
El ciclo de producción de una sola pieza dura entre unos pocos segundos y varios minutos (p. ej., 3 segundos por pieza pequeña de aleación de zinc). Una línea de producción puede alcanzar una producción diaria de más de 10 000 piezas, superando con creces la fundición en arena (varias horas por pieza) y el mecanizado (largo tiempo de procesamiento por pieza).
Alto grado de automatización: Puede equiparse con equipos de alimentación automática, selección de piezas e inspección para reducir la intervención manual y minimizar los errores de producción.
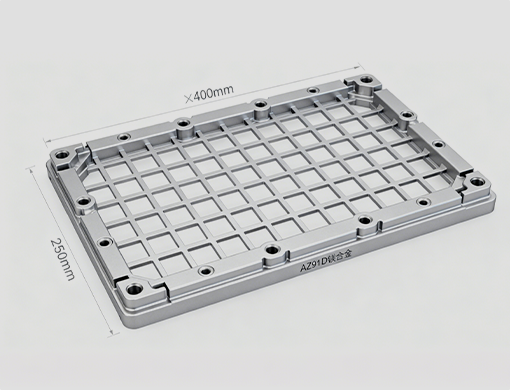
Mayor precisión, reduciendo el procesamiento posterior
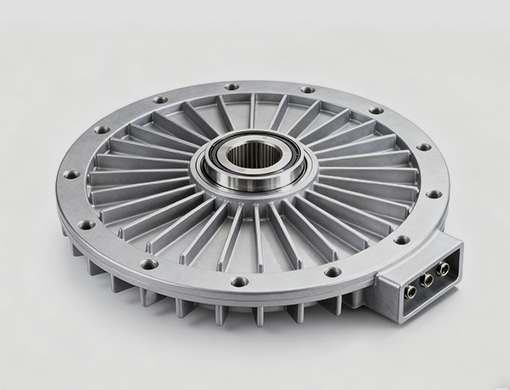
La tolerancia dimensional puede alcanzar ±0.05-0.1 mm y la rugosidad de la superficie es Ra 1.6-6.3μm. La mayoría de las piezas se pueden ensamblar directamente sin mecanizado secundario.
Capaz de formar estructuras complejas: Como paredes delgadas (mínimo 1 mm), agujeros pequeños (mínimo φ1 mm), roscas y nervaduras de refuerzo. Se pueden integrar varias piezas en una sola pieza fundida a presión, lo que reduce los procedimientos de ensamblaje.
Menor costo, evidente ventaja en relación costo-beneficio
Alta tasa de utilización de material: Las piezas de desecho y de desecho se pueden reciclar y volver a fundir (tasa de recuperación) ≥95%), reduciendo el desperdicio de material.
Bajo costo de mano de obra: La producción automatizada reduce la demanda de mano de obra. Cuanto mayor sea el lote, menor será el coste unitario (costo ligeramente superior para lotes pequeños y ventajas significativas para lotes grandes).
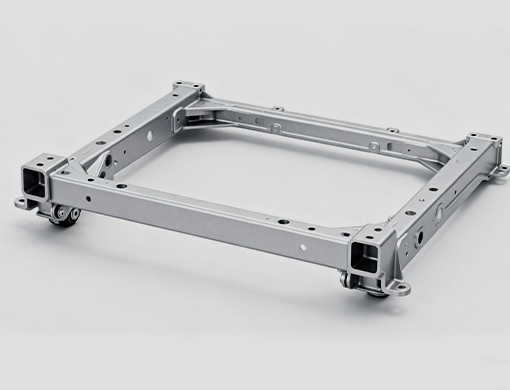
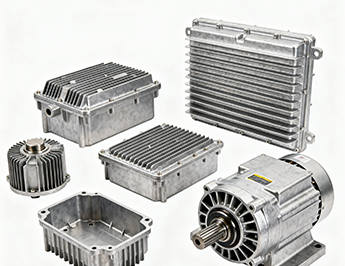
Amplia adaptabilidad de materiales para satisfacer diversas necesidades
Puede procesar diversos metales no ferrosos, como aleaciones de aluminio, zinc, magnesio y cobre. Las propiedades de los diferentes materiales se adaptan a las necesidades de diferentes industrias (p. ej., aleación de magnesio para un peso ligero, aleación de zinc para un bajo coste).
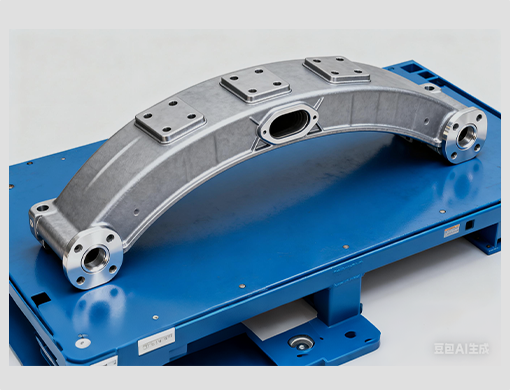
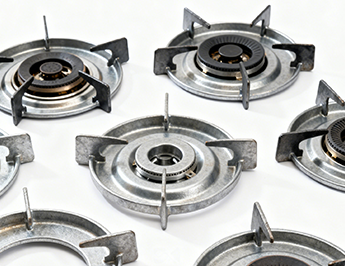
Rendimiento estable de la pieza: El proceso de fundición a presión es controlable y las propiedades mecánicas (por ejemplo, resistencia, dureza) de los productos terminados son uniformes con pequeñas fluctuaciones de calidad.
Buen respeto al medio ambiente, conforme a la producción ecológica
En comparación con la fundición en arena, no se generan residuos del molde de arena, lo que reduce la contaminación ambiental.
Los hornos utilizan calefacción mediante gas natural o eléctrica. Con un menor consumo energético que los procesos de fundición tradicionales. Se puede recuperar el calor residual en algunos enlaces.



















 DEJA UN MENSAJE
DEJA UN MENSAJE