Dans la fabrication de pièces métalliques de précision, le moulage sous pression est devenu le procédé privilégié de nombreuses industries en raison des avantages suivants :
Plus grande efficacité, adaptée à la production de masse
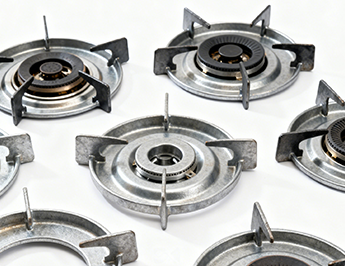
Le cycle de production d'une pièce ne dure que quelques secondes à quelques minutes (par exemple, 3 secondes par petite pièce en alliage de zinc). Une ligne de production peut atteindre une cadence de plus de 10 000 pièces par jour, surpassant largement le moulage au sable (plusieurs heures par pièce) et l'usinage (long temps de traitement par pièce).
Haut degré d'automatisation : Il peut être équipé de systèmes d'alimentation automatique, de prélèvement de pièces et d'équipements d'inspection afin de réduire l'intervention manuelle et de minimiser les erreurs de production.
Précision accrue, réduction des traitements ultérieurs
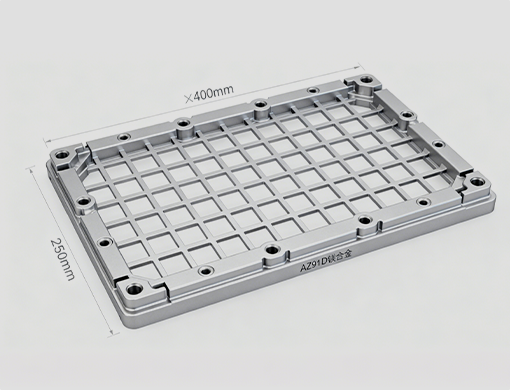
La tolérance dimensionnelle peut atteindre ±0.05-0.1 mm et la rugosité de surface est de Ra 1.6-6.3.μm. La plupart des pièces peuvent être assemblées directement sans usinage secondaire.
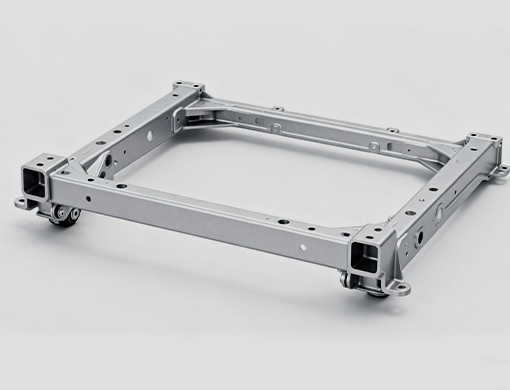
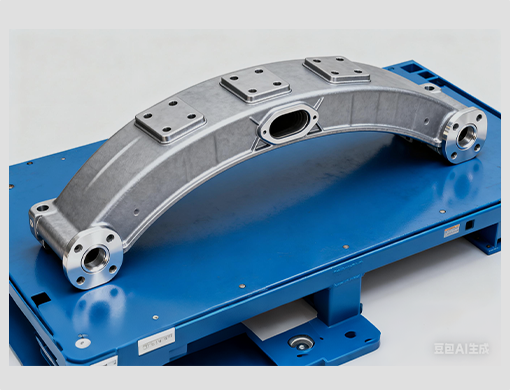
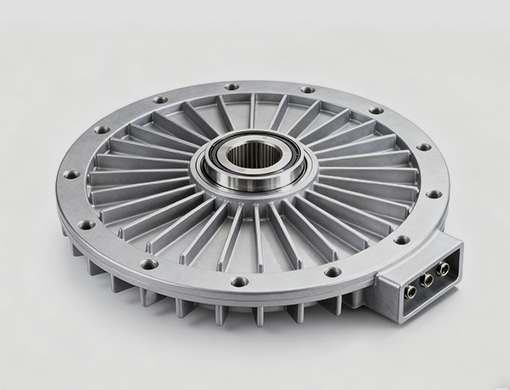
Capable de former des structures complexes : Par exemple, des parois minces (minimum 1 mm), des petits trous (minimum φ1 mm), filetages et nervures de renfort. Plusieurs pièces peuvent être intégrées dans une seule pièce moulée sous pression, ce qui simplifie les procédures d'assemblage.
Coût inférieur, avantage évident en termes de rapport coût-efficacité
Taux d'utilisation des matériaux élevé : les rebuts et les pièces usagées peuvent être recyclés et refondus (taux de récupération). ≥95%), réduisant ainsi le gaspillage de matériaux.
Faible coût de main-d'œuvre : La production automatisée réduit la demande de main-d'œuvre. Plus le lot est important, plus le coût unitaire est faible (coût légèrement supérieur pour les petits lots et avantages significatifs pour les grands lots).
Grande adaptabilité des matériaux, répondant à des besoins divers
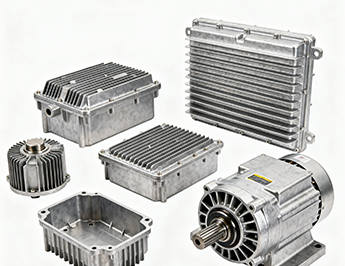
Ce procédé permet de traiter divers métaux non ferreux tels que les alliages d'aluminium, de zinc, de magnésium et de cuivre. Les propriétés des différents matériaux s'adaptent aux besoins des différentes industries (par exemple, l'alliage de magnésium pour sa légèreté, l'alliage de zinc pour son faible coût).
Performances stables des composants : Le procédé de moulage sous pression est contrôlable et les propriétés mécaniques (par exemple, la résistance, la dureté) des produits finis sont uniformes, avec de faibles fluctuations de qualité.
Respect de l'environnement, conforme à la production verte
Comparativement au moulage en sable, aucune quantité de sable n'est générée pour le moulage, ce qui réduit la pollution environnementale.
Les chaudières utilisent le gaz naturel ou l'électricité pour le chauffage. Avec une consommation d'énergie inférieure à celle des procédés de fonderie traditionnels. La récupération de la chaleur résiduelle est possible sur certains tronçons.



















 LAISSEZ UN MESSAGE
LAISSEZ UN MESSAGE