


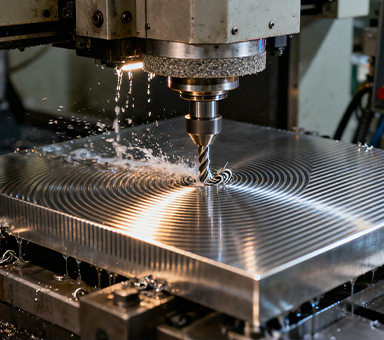
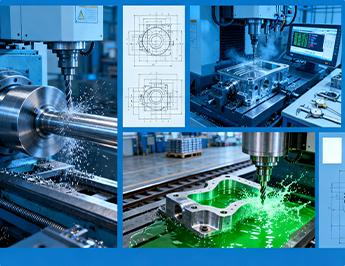
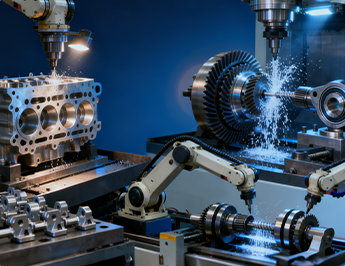
Fraisage CNC : Mise en forme de précision de structures complexes
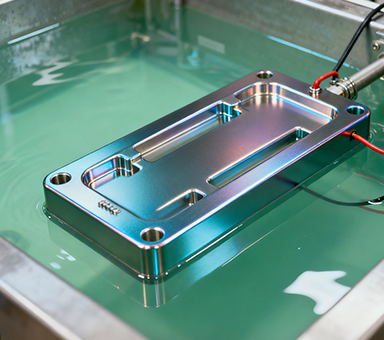
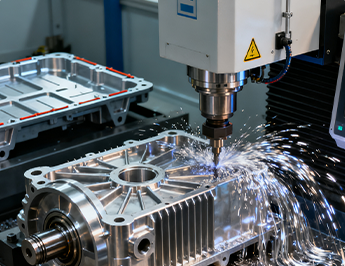
Équipement de base : Centres d'usinage 3 axes / 4 axes / 5 axes, fraiseuses à grande vitesse, fraiseuses pour matériaux durs Usinage de base : Traitement de structures simples telles que plans, rainures, marches, chanfreins, cavités et bossages, adapté aux pièces de type plaque, bloc et boîte ;
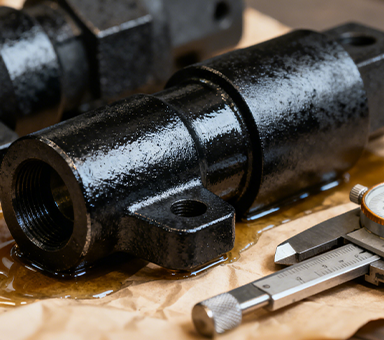
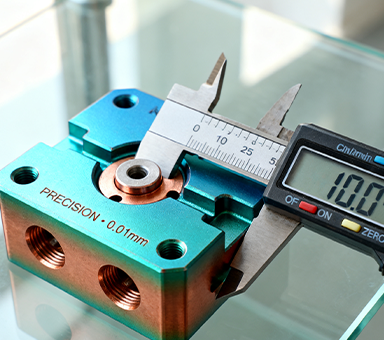
Matériaux applicables: Alliages d'aluminium, aciers inoxydables, alliages de titane, alliages de cuivre, plastiques techniques (PEEK, POM, PC), alliages durs, céramiques industrielles, etc.
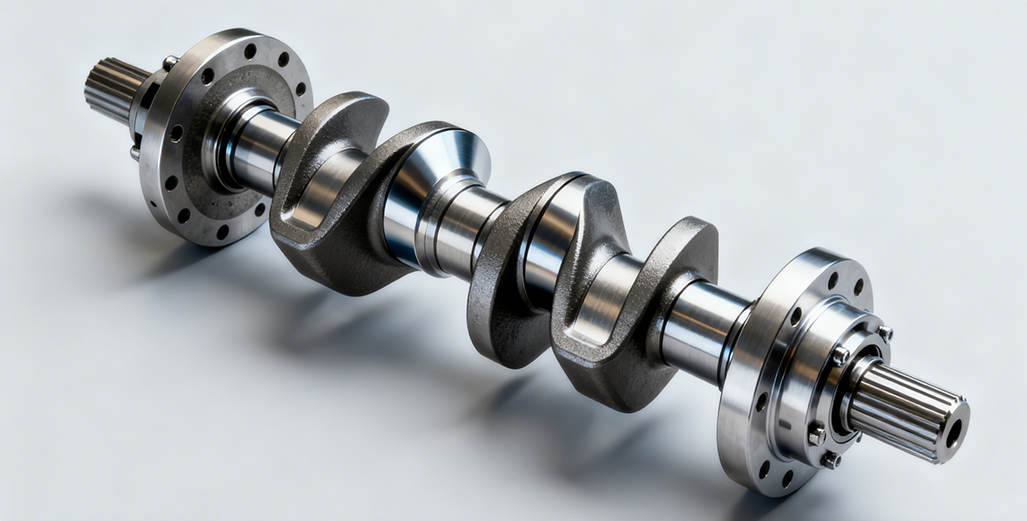
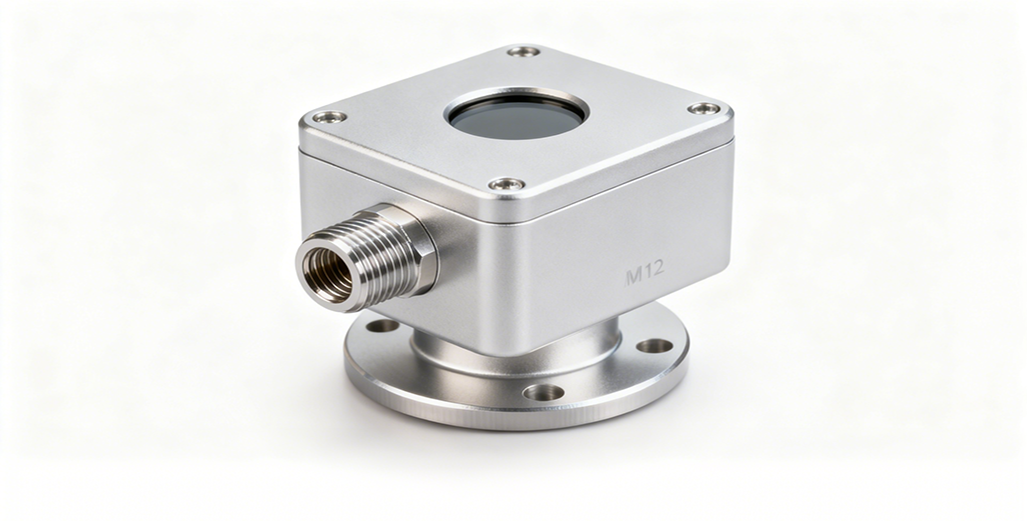
Applications typiques: Pièces structurelles aérospatiales, blocs-moteurs automobiles, boîtiers d'appareils électroniques, cavités de moules de précision, supports d'équipements médicaux.



































 LAISSEZ UN MESSAGE
LAISSEZ UN MESSAGE